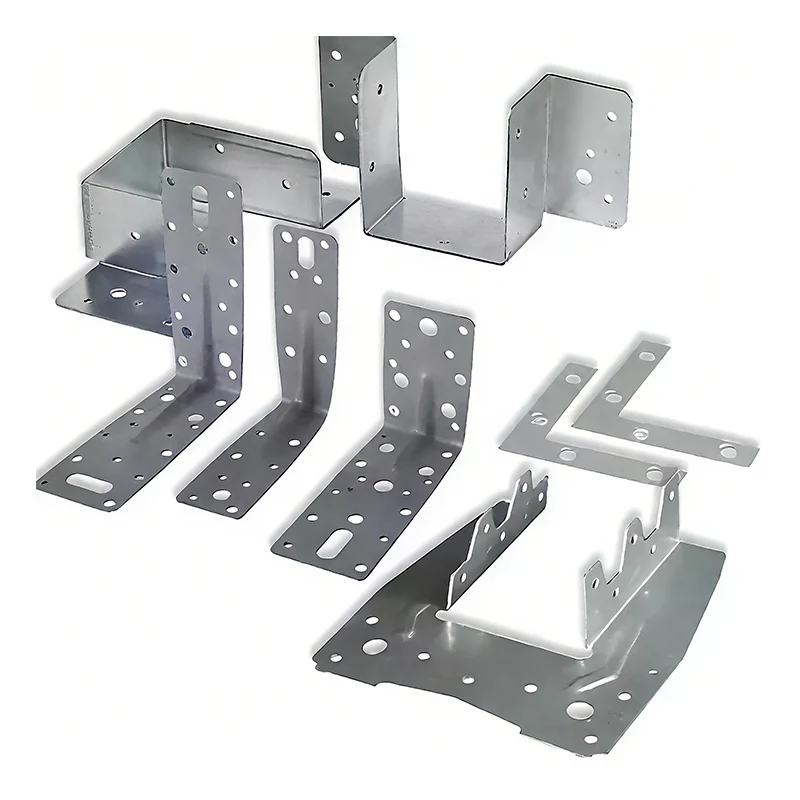
Części z blachy Części obrabiane CNC to niestandardowe części przetwarzane za pomocą komputerowej technologii sterowania numerycznego. Mają wysoką dokładność wymiarową i złożoność kształtu i mogą spełniać spersonalizowane potrzeby specjalnych konstrukcji lub specjalnych funkcji.
Marka: S-SEN
Części z blachy Części obrabiane CNC wykorzystują frezarki CNC, okna okienne i inny wieloosiowy sprzęt do obróbki w celu precyzyjnej obróbki metalu i innych surowców. Opierając się na cyfrowych procesach CAD/CAM, przekształcamy projekty w gotowe produkty.
Elastyczne dostosowywanie: Obsługuje produkcję masową, umożliwiając dostosowywanie materiałów, struktur i procesów, zapewniając szybką reakcję.
Łańcuch procesu: integruje procesy toczenia, frezowania i szlifowania, umożliwiając szybki rozwój od prototypu do produkcji masowej.
Części niestandardowe obrabiane CNC mogą być stosowane w zaawansowanych dziedzinach produkcji, takich jak części silników samochodowych, precyzyjne instrumenty i sprzęt, a także nadają się do prototypowania na etapie badań i rozwoju nowych produktów.
|
Kategoria parametrów |
Projekty specyfikacji |
parametr techniczny |
Notatki |
|
Zakres materiałów |
materiał metaliczny |
Stop aluminium (6061/5052/7075), stal nierdzewna (304/316), stal węglowa, mosiądz, stop tytanu |
Wspieraj specjalne dostosowywanie materiałów |
|
materiał niemetalowy |
ABS, PC, PMMA, POM, nylon, bakelit |
Technologię przetwarzania należy wybrać zgodnie z charakterystyką |
|
|
zakres pracy |
Wymiary frezowania |
Maksymalnie 1200×800×300mm |
Przetwarzanie połączeń pięcioosiowych |
|
Kształtowanie wymiarów |
MaksymalnieΦ150×300mm |
Toczenie precyzyjne w czterech osiach |
|
|
Minimalny rozmiar funkcji |
- |
0,5 mm (rowek/otwór) |
Zależy od materiału |
|
dokładność pracy |
tolerancja wymiarowa |
±0,01mm (frezowanie)/±0,005mm (toczenie) |
W oparciu o normę ISO 2768-M |
|
tolerancja geometryczna |
Płaskość 0,02 mm / koncentryczność 0,01 mm |
Można osiągnąć wyższe wymagania dotyczące precyzji |
|
|
chropowatość powierzchni |
- |
Ra 0,8μm (frezowanie)/Ra 0,4μm (toczenie) |
Polerowanie do Ra 0,2μm |
|
Wydajność procesu |
Charakterystyka frezowania |
Skomplikowane powierzchnie, wnęki, gwinty, specjalne otwory |
Obsługa przetwarzania pozycjonowania 3+2 |
|
Charakterystyka toczenia |
Wał, tuleja, gwint, powierzchnia stożkowa, powierzchnia zakrzywiona |
Wspomaganie frezowania i obróbki kompozytów |
|
|
Specjalny proces |
praca w głębokich otworach |
Współczynnik głębokości 5:1 |
Wymagane jest specjalne oprzyrządowanie |
|
Obróbka cienkich ścian |
0,5 mm |
Wymagane jest specjalne oprzyrządowanie |
|
|
konfiguracja |
numeryczny system sterowania |
Siemens 840D, Fanuc, Mitsubishi |
Sterowanie podnośnikiem pięcioosiowym |
|
system narzędziowy |
Uchwyt narzędziowy HSK63, BT40 |
Konfiguracja cięcia z dużą prędkością |
|
|
urządzenie wykrywające |
Trójwspółrzędnościowa maszyna pomiarowa, dwuwymiarowy miernik obrazu |
Pełnowymiarowy raport z inspekcji |
|
|
przygotowanie powierzchni |
utlenianie anodowe |
Tlenek naturalny/czarny/kolorowy, grubość warstwy 5-25μm |
Specjalny stop aluminium |
|
technologia galwaniczna |
Niklowanie, chromowanie, cynkowanie, grubość folii 5-15μm |
Leczenie korozji i zużycia |
|
|
leczenie natryskowe |
Malowanie proszkowe, malowanie natryskowe, grubość folii 30-100μm |
Dostępnych jest wiele kolorów |
|
|
specjalna obsługa |
Matowanie, polerowanie, piaskowanie, rysowanie |
Spełnij wymagania dotyczące wyglądu |