S-SEN Metal, profesjonalny dostawca części powlekanych galwanicznie, wykorzystuje zaawansowaną technologię obróbki powierzchni, rygorystyczny system kontroli jakości i dostosowane możliwości usług, aby zapewnić wysokiej jakości, opłacalne rozwiązania w zakresie powłok dla różnych gałęzi przemysłu na całym świecie. Zajmujemy się tą dziedziną od wielu lat, wspierani przez nasze profesjonalne możliwości produkcyjne, integrując wiele podstawowych procesów, takich jak galwanizacja, cynkowanie ogniowe i anodowanie.
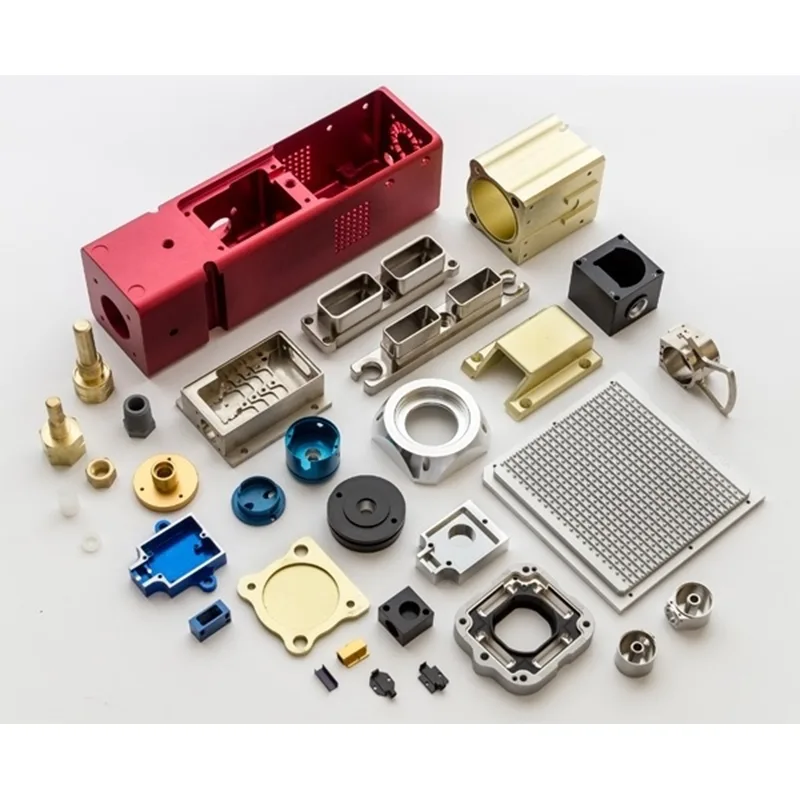
S-SEN Metal specjalizuje się w badaniach i rozwoju, produkcji i sprzedaży części powlekanych galwanicznie. Mając u podstaw innowacje technologiczne i stabilną jakość jako podstawę, zapewniamy klientom na całym świecie kompleksowe rozwiązania w zakresie części platerowanych i powlekanych. Nasze powlekane części pokrywają różnorodne podłoża, w tym stal nierdzewną, stop aluminium i stal. Możemy dostosować procesy obróbki powierzchni do konkretnych zastosowań klienta, a nasze produkty są szeroko stosowane w produktach sprzętowych, częściach samochodowych, sprzęcie elektronicznym, obiektach zewnętrznych, konstrukcjach budowlanych i wielu innych gałęziach przemysłu.
Jako bezpośredni producent eliminujemy pośredników, osiągając kompleksową kontrolę od zakupu surowców i produkcji po dostawę gotowego produktu. Zapewnia to stabilność jakości naszych platerowanych części i zapewnia klientom bardziej konkurencyjne ceny.
1. Galwanizacja
Dzięki precyzyjnemu procesowi elektrolitycznemu osadzamy jednolitą warstwę niklu, chromu lub miedzi na powierzchni podłoży metalowych, skutecznie poprawiając odporność na korozję, odporność na zużycie i połysk powierzchni platerowanych części. Proces ten jest odpowiedni dla różnych podłoży, takich jak stal nierdzewna i stopy aluminium. Po optymalizacji procesu grubość powłoki jest jednolita i stała, z silną przyczepnością, spełniając potrzeby zastosowań o wysokiej precyzji. Jest szeroko stosowany w precyzyjnych komponentach elektronicznych, akcesoriach sprzętowych i innych produktach.
2. Cynkowanie ogniowe
Nasz proces cynkowania ogniowego zanurza części metalowe w stopionym cynku o temperaturze 445 ℃ - 450 ℃, tworząc gęstą warstwę stopu cynku i żelaza oraz warstwę powierzchniową czystego cynku na podłożu. Ta metoda wiązania metalurgicznego zapewnia silną przyczepność pomiędzy powłoką a podłożem, zapewniając długoterminową skuteczną ochronę przed korozją okuć zewnętrznych i stali konstrukcyjnej, odpowiednią dla powlekanych części, narażonych na działanie wilgotnego środowiska zewnętrznego przez dłuższy czas.
3. Anodowanie i barwienie elektrolityczne
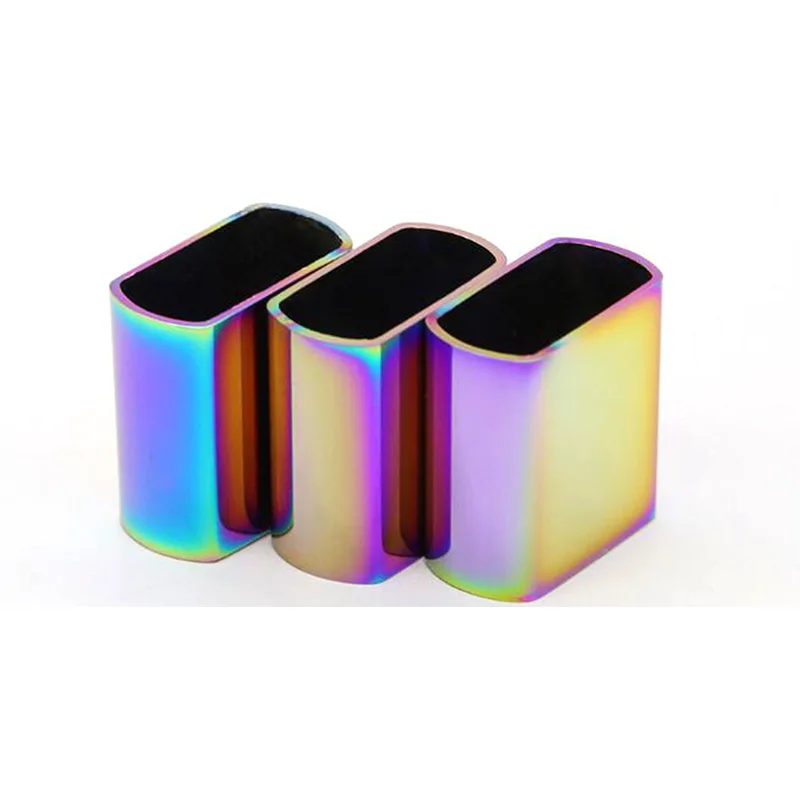
Proces ten stosuje się przede wszystkim do platerowanych części wykonanych z aluminium i stopów aluminium. W wyniku reakcji elektrochemicznej na powierzchni podłoża tworzy się twardy film tlenkowy, znacznie poprawiający odporność produktu na korozję, zużycie i właściwości izolacyjne. Późniejszy proces barwienia elektrolitycznego pozwala uzyskać stabilny, odporny na blaknięcie wygląd w różnych kolorach, odpowiedni do samochodowych części wykończeniowych, elektronicznych części wykończeniowych i innych produktów wymagających zarówno estetyki, jak i wydajności. W zależności od potrzeb można go podzielić na Typ II (anodowanie zwykłe) i Typ III (anodowanie twarde), odpowiednie odpowiednio do zastosowań dekoracyjnych i wymagających zastosowań odpornych na zużycie.
1. Zabieg czerniący
W wyniku kontrolowanej reakcji chemicznej na powierzchni stali tworzy się warstwa czarnego tlenku, zapewniająca podstawową ochronę przed rdzą platerowanych części, a jednocześnie zapewniająca proste i wyrafinowane matowe wykończenie. Nadaje się do zastosowań wymagających dyskretnego wyglądu, takich jak części mechaniczne i narzędzia metalowe.
2. Rozpylanie
Dotyczy to zarówno malowania natryskowego, jak i malowania proszkowego. Malowanie natryskowe oferuje szeroką gamę kolorów i poziomów połysku, aby sprostać różnorodnym potrzebom dekoracyjnym; malowanie proszkowe znacząco poprawia odporność na zużycie platerowanych części, zapewniając silną przyczepność i odporność na odrywanie, dzięki czemu nadaje się do produktów o wysokich wymaganiach ochronnych, takich jak obudowy sprzętu outdoorowego i elementy urządzeń. Korzystamy z profesjonalnego sprzętu natryskowego, aby zapewnić jednolitą powłokę pozbawioną zacieków, pęcherzyków i innych defektów.
3. Polerowanie i szczotkowanie
Polerowanie tworzy gładkie wykończenie o wysokim połysku na częściach powlekanych stalą nierdzewną i miedzią, redukując niedoskonałości powierzchni i ułatwiając czyszczenie. Szczotkowanie tworzy na powierzchni podłoża delikatne, nitkowate tekstury, skutecznie ukrywając drobne rysy i nadając niepowtarzalny wygląd tekstury. Nadaje się do dekoracyjnych, powlekanych części wykonanych ze stopu aluminium i stali nierdzewnej, takich jak okucia meblowe i obudowy elektroniki.
4. Piaskowanie i elektroforeza
Piaskowanie usuwa zanieczyszczenia i warstwy tlenków z powierzchni podłoża, poprawiając chropowatość powierzchni i zapewniając dobry fundament pod późniejszą przyczepność powłoki, zapewniając, że powłoka na platerowanych częściach nie będzie łatwo odrywana. Z drugiej strony elektroforeza tworzy jednolitą, odporną na korozję powłokę na podłożach ze stali nierdzewnej i stopów aluminium. Powłoka jest gęsta i zapewnia doskonałą ochronę, dzięki czemu nadaje się do precyzyjnych części o wysokich wymaganiach dotyczących odporności na korozję.

| Element parametru | Specyfikacja | Obowiązujący proces | Materiał podłoża |
|---|---|---|---|
| Grubość powłoki | 0,1 μm - 50 μm (konfigurowalny) | Galwanizacja, anodowanie | Stal nierdzewna, stop aluminium |
| Temperatura cynkowania ogniowego | 445 ℃ - 450 ℃ | Cynkowanie ogniowe | Stal |
| Grubość folii anodowanej | Typ II: 10-15μm; Typ III: 35-50μm | Anodowanie i barwienie elektrolityczne | Stop aluminium |
| Grubość powłoki natryskowej | 50μm - 150μm (regulowane) | Natryskiwanie (malowanie, malowanie proszkowe) | Stal, stop aluminium, stal nierdzewna |
| Odporność na korozję | Test neutralnej mgły solnej: ≥48h (możliwość dostosowania do ≥720h) | Wszystkie procesy | Wszystkie odpowiednie podłoża |
| Chropowatość powierzchni (Ra) | 0,1 μm - 1,6 μm (regulowane) | Polerowanie, szczotkowanie, piaskowanie | Stal nierdzewna, stop aluminium, miedź |